
半挂车喷粉线设备苏力机械今天来讲讲当代汽车涂装防腐技术发展。20世纪80年代汽车防腐蚀技术在国内并未得到足够的重视。随着汽车市场的不断扩大,汽车竞争日益激烈,用户对车身的涂装要求越来越高。为此,生产厂家对车身的防锈、涂料的褪色、调色、光泽度等非常重视,并给予特别的关注。应用创新的防腐蚀技术,不仅可提高汽车的外观质量,更重要的是还可提高汽车的内在质量,延长汽车的使用寿命,提高汽车档次,甚至可成为带动产品销售的一个增长点。影响车辆腐蚀的主要因素:引起车辆腐蚀的主要因素有使用环境因素和其自身结构因素。汽车使用环境比较恶劣且多变,造成汽车零部件腐蚀损坏。湿气的影响:在车身下部积存的泥沙、污垢和水分会加速腐蚀;湿度的影响:在相对湿度高的地区(如沿海地区),腐蚀将加速;温度的影响:温度升高,处于通风不良处的零件会加速腐蚀。含有湿气的污垢或碎屑物积留在车身板部分、空问或其他部位;汽车内部产生的腐蚀环境如发动机产生的高温和含硫、氯离子等的燃烧废气,蓄电池产生的酸雾、漏液;工作中振动、冲击产生的应力,摩擦、碰撞引起的局部破损等也是引起汽车零部件腐蚀损坏的主要原因。以上就是半挂车喷粉线设备给大家介绍的内容,希望对大家有所帮助。
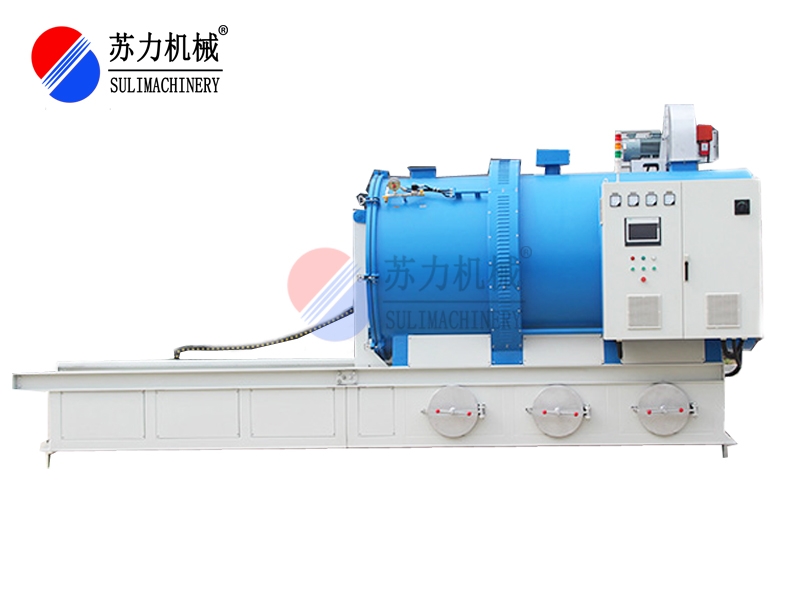
半挂车喷粉线设备今天来讲讲涂装设备烘干室的分类。涂装设备烘干室按烘干室温度来分,可分为低温烘干室(≤90℃)、中温烘干室(90℃~140℃)、高温烘干室(≥140℃)。按加热热源来分,烘干室可采用蒸汽、燃油、天然气或液化气、电、导热油等多种加热能源,选用何种加热能源,需根据当地的能源供应情况来综合考虑。按结构形式来分,可分为箱式结构、平面通过式结构、桥式通过式结构等,选择何种结构主要根据工件的类型及输送方式来确定。按加热形式可分为热风循环加热方式、辐射加热方式、辐射和热风循环相结合的加热形式,目前使用最广泛的主要为热风循环加热方式。半挂车喷粉线设备江苏苏力机械集团有限公司生产制造的烘干室结构:烘干室主要有保温室体、加热装置、热风循环装置、门洞保温装置、废气处理装置、电气控制装置等组成。

半挂车喷粉线设备苏力机械今天来讲讲涂装生产线常见问题。涂装设备、作业环境、涂装管理、涂装工艺和材料直接关系着涂装流水线的生产效率。而在这个过程中,涂装设备的工艺布局对涂装流水线的使用有重要影响,下面我们来了解涂装设备工艺布局典型错误。产量设计纲领达不到:有的设计不考虑涂装设备吊挂方式(不同的涂装挂件应考虑不同的吊挂方式),不考虑吊挂间距,不考虑上下坡、水平转弯距离有没有干涉,在生产时间方面也不考虑废品率、涂装设备利用率、产品高峰生产能力等等。这样就会导致产量达不到设计纲领。以上就是半挂车喷粉线设备给大家介绍的内容,希望对大家有所帮助。
半挂车喷粉线设备苏力机械今天来讲讲涂装前处理的包含范围。除油除锈:优质的磷化膜只有在彻底去除了油物、锈、氧化皮等异物的工件表面上形成。因为残留在工件表面的油污、锈蚀、氧化皮等会严重阻碍磷化膜的生长。此外,还会影响涂层的附着力,干燥性能、装饰性能和耐蚀性能,彻底去除这些异物是磷化的必要条件。除油和除锈是磷化之前的两个基本工序,相对而言,油比锈的危害性大,而且有油的工件直接影响除锈速度,所以,除锈应在除油的基础上进行,但对于油少锈多的工件也可以将除油与除锈两个基本工序合二为一,在一个槽中同时完成除油除锈工序,可缩短电泳涂装生产线,降低设备和厂房投资费用,但处理质量不如分槽好,对要求不高的场合可采用。采用此工序后,除油剂也应选择酸性剂和除锈剂配套使用。除锈仍采用盐酸,盐酸除锈速度快,除锈干净彻底,对氧化皮也有很好的去除功能,且又是常温使用,弊病是盐酸除锈酸雾较大,有害健康,环境污染严重。随着工业的发展,环境保护和劳动条件的改善已成为人们共同关心的问题。因此,在选择药剂时应考虑环境保护的需要。所以选择除油剂时要求配制简单,去污能力强,不含常温下难清洗的氢氧化钠,硅酸盐,OP乳化剂等成分,常温下易水洗,不含毒性物质,不产生有害气体,劳动条件好;选择除锈剂时要求内含促进剂,缓蚀剂和抑制剂,能提高除锈速度,防止工件产生过腐蚀和氢脆,能较好的抑制酸雾。尤其值得重视的是酸雾抑制,酸洗除锈过程中产生的酸雾,不仅腐蚀设备和厂房,污染环境,而且可引起人们牙齿腐蚀,牙结膜发红,流泪,疼痛,咽喉干燥,咳嗽等症状,所以,有效抑制酸雾,不但是环保的需要,还是本单位自身的需要。以上就是半挂车喷粉线设备给大家介绍的内容,希望对大家有所帮助。

半挂车喷粉线设备苏力机械今天来讲讲涂装前处理生产线工艺设计的注意事项。工件除有液态油污外,还有少量固态油脂,在低温下,固态油脂很难去除,因此脱脂温度不管是浸泡还是喷淋均应选择中温范围。如果只有液态油脂,选用低温脱脂完全可以达到要求。对一般锈蚀及氧化皮工件,应选择中温酸洗,方可保证在10min内彻底除掉锈蚀物及氧化皮。除非有足够的理由,一般不选择低温或不加温酸洗除锈,低温酸洗仅限于如:工件锈蚀很少、无氧化皮;除锈时间不受限制;允许采用盐酸酸洗等情况。表面调整工序,通常不需加温,一般就是常温处理。低温或中温磷化,磷化速度都没有明显的差别,都可在较短的时间内快速形成磷化膜。磷化后的工件,如果要求有较长的工序间存放时间,变应该选择中温磷化,才会有较好的防锈效果。整个前处理过程,都可采用常温不加温洗方式,如果最后一道水洗是热水烫干,其水温应在80℃以上。以上就是半挂车喷粉线设备给大家介绍的内容,希望对大家有所帮助。










